Паяем полипропиленовые трубы своими руками. Полное руководство и видео инструкции
 «Полипропиленовые трубы изготавливают экструзивным путём из термопластичного полимер-пропилена. Это позволяет достичь хорошей свариваемости однородных элементов» (выдержка из Википедии).
«Полипропиленовые трубы изготавливают экструзивным путём из термопластичного полимер-пропилена. Это позволяет достичь хорошей свариваемости однородных элементов» (выдержка из Википедии).
Здравствуйте, уважаемые друзья! Сегодня предлагаю продолжить разговор, который вели 7-го марта…
Полипропиленовые трубы благодаря демократичной цене и несложному соединению, занимают лидирующую позицию в монтаже водопроводных сетей. Несмотря на кажущуюся хрупкость и недолговечность, они надёжно служат в инженерных коммуникациях многих квартир и домов. Особо привлекает их монтаж, позволяющий за несколько минут создать прочное соединение. Итак, наша тема — пайка полипропиленовых труб своими руками.
Из этой статьи вы узнаете:
Вначале сообщу о достоинствах таких труб
- Срок службы по заявлениям разных производителей составляет от 20 до 50 лет;

- Не подвержены коррозии, отложению известкового налёта и не требуют окраски;
- Сварка (пайка) элементов трубопроводов является монолитным соединением;
- Относительно эластичны и не боятся умеренных физических (ударных) нагрузок;
- Демпфируют (сглаживают) вибрации и шумы проходящей в них воды;
- Обладают химической стойкостью, не пропускают кислород, являются отличным диэлектриком;
- Спаянные соединения не нуждаются в последующем обслуживании;
- Экологически безвредны и недороги.
Переходим к главному – сварке полипропиленовых труб
Сварка и пайка полипропиленовых труб (ПП-труб) – это понятия одного рода. Поэтому, в тексте уместны оба выражения.
Хорошая новость. Для выполнения пайки не требуется специальная квалификация. Сама пайка пропилена, не является сложной. Главное условие – последовательное выполнение инструкций и наличие некоторого специального инструмента.
Минимальный набор инструментов для работы
- Паяльник раструбной пайки. Другое название – сварочный аппарат для полипропиленовых труб;
- Набор насадок нужных диаметров для ПП-труб и фитингов;
- Кольцевой резчик (труборез) или специальные ножницы;
Одним словом, купив или взяв у друзей специализированный набор, можно получить все, выше перечисленные компоненты в одном кейсе-чемодане. И ещё, нужна рулетка, карандаш или маркер.
Эксперты не рекомендуют пытаться соединять ПП-трубы подручными средствами (без специального инструмента). Качество таких действий, под большим вопросом. Хотя кому-то, это и покажется возможным.
 Принцип соединения состоит в следующем: параллельно нагретые края элементов в «горячем» виде скрепляются, образуя при этом, неразъемное герметичное соединение.
Принцип соединения состоит в следующем: параллельно нагретые края элементов в «горячем» виде скрепляются, образуя при этом, неразъемное герметичное соединение.
Как паять трубы? Последовательность действий
Итак, у Вас имеется необходимый инструментарий. Предположим, Вы его купили или взяли в аренду.
Следующий этап — готовим материал
 1)ПП-трубы отмеряют и отрезают труборезом или кусачками, под углом 90°. Полученный срез должен быть ровным и чистым, без «бахромы».
1)ПП-трубы отмеряют и отрезают труборезом или кусачками, под углом 90°. Полученный срез должен быть ровным и чистым, без «бахромы».
2)Отмечаем маркером или карандашом глубину сварки (расстояние, на которое труба вставится в фитинг). Для определения размеров, используйте инструкции производителя (обычно это 10-15 мм). Учитывайте то, что точная разметка — это очень важный момент, от которого зависит аккуратность, эстетика и качество будущих коммуникаций.
3)Место пайки очищается от волокон и пыли, после чего обезжиривается. Если этим пренебречь, то есть риск нарушения герметичности. Вы же не торопящийся ЖЭКовский сантехник, поэтому уделите внимание этому вопросу. Кстати, для обезжиривания сгодятся гигиенические спиртовые салфетки из аптеки.

На внешнем ободе трубы делается фаска рекомендуемой глубины и угла. В соответствии с европейскими стандартами, фаска должна углубляться в пределах 2-3 мм, под углом 15°. Российские стандарты, обозначают угол в 45° и длину соответствующую 1/3 толщины трубы (это Вам для общего развития, на практике такого никогда нет, и угол Вы замерять никогда не будете).
Для снятия фаски, подойдёт любой инструмент, позволяющий выполнить работу аккуратно. Обычно, это острый нож, а лучше — кусок крупной наждачной бумаги (покрутил торец трубы и всё готово). Место фаски, требуется очистить и обезжирить.
Совет эксперта: когда режете небольшие куски (чтобы не было перекоса), более длинный отрезок держите справа. Безусловное удобство полипропиленовых труб — возможность использования по назначению для водо и теплоснабжения, уже через 10-20 минут после окончания сварки.


Готовим паяльник для полипропилена
Паяльник («утюжок»), собирается и закрепляется на подставку. В зависимости от диаметра труб устанавливаются насадки нужного размера.
Регулятор термостата подводим к отметке температуры в 260° и ожидаем прогрева*. О его достижении нам просигнализирует контрольная лампочка. *температура разогрева может отличаться.
К недостаткам технического характера, можно отнести неудобство использования сварочного прибора в труднодоступных местах. Если работы будут на высоте (в буквальном смысле), то нужен помощник, поскольку требуется сноровка и быстрота, позволяющая за пару секунд снять детали с паяльника и соединить.
Технология процесса сварки
Все дальнейшие действия выполняйте в термозащитных перчатках (часто имеются в комплекте к паяльнику). Даже случайное кратковременное касание «утюжка» голыми руками, приведёт к ожогу.
1) Труба вставляется в соответственно подобранную горячую гильзу, на отмеченную по её поверхности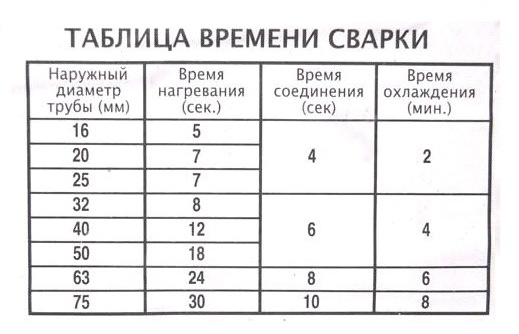 глубину, а фитинг надвигается на так называемый дорн. Оба действия проводятся одновременно. Данная работа не требует больших физических усилий. Это связанные с тем, что насадки изготовлены в виде конуса с небольшим углом.
глубину, а фитинг надвигается на так называемый дорн. Оба действия проводятся одновременно. Данная работа не требует больших физических усилий. Это связанные с тем, что насадки изготовлены в виде конуса с небольшим углом.
 Внимание! Полипропиленовые элементы нельзя вращать при установке на сварочные насадки. Труба и фитинг выдерживаются, определённое время, исходя из их толщины и типа. Время нагрева (оплавления), приводится в таблицах.
Внимание! Полипропиленовые элементы нельзя вращать при установке на сварочные насадки. Труба и фитинг выдерживаются, определённое время, исходя из их толщины и типа. Время нагрева (оплавления), приводится в таблицах.
Если работа проводится при температуре ниже +10°, то увеличьте время оплавления на 2-4 секунды (в зависимости от ø трубы). Если пайка выполнена правильно, то проходное отверстие должно быть без сужений.
2) По истечении заданного времени, одновременно вынимаем из сварочных насадок фитинг (тройник, уголок, муфту) и трубу, и без промедления соединяем нагретые элементы. Неподвижно фиксируем их в этом положении, примерно 10-20 секунд. За это время, оплавленные части взаимно схватятся.
Внимание! Не вдвигайте детали с большим усилием. Это может привести к образованию утолщения, уменьшающего просвет трубного канала. Не делайте при соединении вращательных движений и контролируйте совмещение осей в обеих плоскостях.
Если фитинг угловой, заранее определитесь, в какую сторону будет направлен угол.
3) Сварное соединение выполнено. Дайте ему в течение 3-8 минут окончательно схватиться. Время напрямую зависит от диаметра (чем больше — тем дольше).
Внимание! Если заметили какую-либо неправильность, помните, у Вас есть только несколько секунд, чтобы изменить их взаимное положение. После чего, они быстро остынут, и дальнейшие движения могут негативно сказаться на качестве соединения. Говоря проще — стык потечёт.
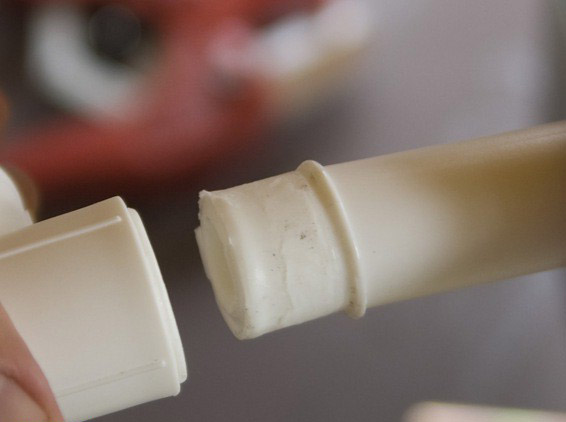
Захотите проверить качество сварки – аккуратно разрежьте ПП-фитинг по месту его соединения с трубой. Если на срезе будет однородная поверхность (без швов и прочих деформаций) – значит, всё выполнено успешно, и соединение двух деталей стало, как говорят, «одним целым».

Таким образом, продвигаясь от входа стояка до различных точек (вентилей, приборов учёта и т. д.), производят монтаж ПП-труб c помощью фитингов. Следует учитывать, что «первый блин всегда будет комом». Поэтому, потренироваться лучше отдельно на простых заготовках и конфигурациях…
А это — видео уроки, которые помогут усвоить теорию. И не забывайте: лучший учитель — это практика. Объяснить и рассказать все нюансы я не смогу, а они тоже имеются. Будет больше практики — будет отличный результат.
![]() Анекдот в тему: — А чего это у вас трубы такие кривые?
Анекдот в тему: — А чего это у вас трубы такие кривые?
— Это просто у нас вода такая жёсткая.
Спасибо всем кто дочитал до конца и позитивно оценил информацию. Успехов и надёжной пайки Вашим трубам! До встречи в следующих статьях!
Цитата мудрости: Чем сильнее заблуждение, тем более торжествует истина (Иоганн Шиллер).





Комментарии (0)